High performance HMIs: Harsher safety standards transform the HMI landscape
July 22, 2010
By Hector Perez
A new era of the human-machine interface (HMI) is upon us. Harsher safety and compliance standards have persuaded many operating companies to replace their “traditional” graphics with high-performance HMIs – a move that is sure to make life easier for plant operators everywhere.
When graphic operator display capabilities were first introduced into distributed control systems (DCS) in the late 1970s, there were no guidelines for the effective design of human interfaces. Rather, they were designed based upon existing plant piping and instrumentation diagrams (P&IDs), which were the best available schematic representations of the plant.
These P&ID-based displays were then “sprinkled” with live numbers and a variety of attributes (such as colors, blinking, and shape changes) that conveyed operational data. The tradition of building process operating graphics in this manner persists to this day.
There’s one glaring problem with this “traditional” type of graphic display: it does not provide the plant operator with the level of situation awareness necessary to safely and proactively manage the process.
For starters, there is generally too much data on the screen, and too much interpretation required by the operator, before appropriate actions can be taken. This slows their responses and sometimes even obscures critical process problems, forcing them into a mode of reacting to alarms rather than proactively managing the process.
If we expect operators to proactively manage the process and take actions before alarms occur, they must have an HMI that enables them to do so. Below are a few tips to take your HMI interface to the next level of performance.
Phase 1: Determining your style
The first step in developing a High-Performance HMI is to develop a philosophy and style guide. These documents describe design criteria and specific rules for consistent high performance graphics.
The principles and best practices embodied in a High Performance HMI are communicated in the philosophy document. This document is intended to be independent of any DCS manufacturer. The philosophy should cover the life cycle of the HMI including the design, implementation, performance monitoring, ongoing modification, and management of change.
The style guide is a very detailed document that is specific to the type of DCS employed. It covers the methods for designing displays for a specific DCS that are consistent with the philosophy document, including such things as layouts, hierarchies, backgrounds, and objects. Separate style guides are required for each type of DCS at a site. These documents are for the use of the operating company and its contractors.
Once the HMI philosophy and style guide documents are in place, the next step is to assess the existing operating graphics for compliance to established best practices. The assessment will justify the need for an HMI improvement project.
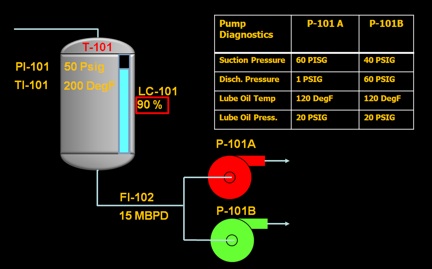
As an example, the following is a subset of an assessment of Figure 1 (a “traditional” HMI):
• Alarm colours are used for multiple statuses (red is used for the tank T-101 name, the alarm box around LC-101, and the stopped pump).
• The graphic is rendered 3D, not 2D.
• The background is black, not grey
From this, one can see that Figure 1 has significant room for improvement.
An additional concern when assessing your traditional operating graphics is that, since they are usually based upon plant P&IDs, there is generally no single display that provides an overview of the operator’s entire scope of responsibility. This underscores the need to assess what’s not there in the existing graphic, as well as what is.
Phase 2: Data gathering and HMI design
Development of High-performance HMIs demands a thorough understanding of your plant’s process along with the necessary operator actions for controlling it in various scenarios. The next step, therefore, is to determine specific performance goals for the control of the process. These may include such things as energy usage, quality targets, and production rates. The primary question to ask yourself during this analysis is, “What are the goals of this unit?”.
In our example (Figure 1), we will define our goal as transferring 15 MBPD of liquid from T-101 to the downstream unit via the pumps P-101A and P101B while maintaining proper temperature and pressure.
Once the goals are defined, the next step is to perform a detailed task analysis to determine the control manipulations needed to achieve them. The task analysis defines such things as which controllers and indicators should be included in the graphic in order to achieve the goals.
Once the goals and tasks are defined, designing and sketching the high performance graphics may begin. This process will use the design principles outlined in the HMI philosophy and style guide documents. The designer should take care to ensure that the graphic facilitates the unambiguous display of the goal performance variables, while also providing access to the control manipulations associated with them.
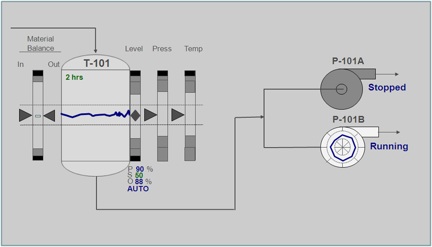
Figure 2 shows a High Performance HMI version of the “traditional” graphic from Figure 1. It looks rather boring when everything is running normally, but this is actually desired. A muted display indicates that everything is okay to the operator. Eye-catching attributes, such as bright colours and animation, should only be used to draw the operator’s attention to emerging abnormal situations.
Another attribute of a High Performance HMI is the use of “at-a-glance” condition statuses. In our example, all indications, trends, and radar plots now have dotted lines depicting the normal operating range, enabling the operator to monitor the process and make corrections before alarms actually occur. The colour red is reserved to indicate alarms and therefore the pump’s running and stopped indication colours are now grayscale. If the pump is darker than background it is stopped, and if it is lighter it is running.
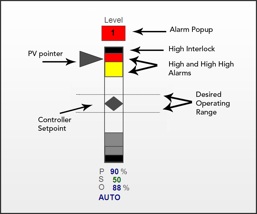
The indicators for mass balance, level, pressure, and temperature are all represented using moving analog indicators that depict all of the important information graphically. As is the case for the overall graphic, they only display color when a condition requiring operator intervention is present. Figure 3 shows the moving analog indicator when such a condition exists.
Maintaining the level in the tank in Figure 2 is of critical concern, therefore an embedded trend was placed inside the tank with an associated moving analog indicator to its right. A material balance element was also added as a backup for the level controller. As traditional graphics are typically created from P&IDs, they generally do not have these elements. It is also important to note the traditional HMI (Figure 1) does not have an indication for inlet flow. That indication was probably on a separate P&ID, and so it ended up on a separate graphic. Many incidents have occurred due to similar oversights. The data gathered in Phase 2 ensures such important parameters are not omitted from a graphic.
Phase 3: Building and installing
After the previous phases are complete, building the High Performance HMI graphics can begin. Generally, this involves providing a copy of the sketches and the HMI philosophy and style guide to the graphics developers who will do the work.
Once the prototype graphics have been developed, testing should be performed using a process simulator, if possible. When testing is complete and the graphics are installed, the operators must be trained to ensure that they understand the new paradigm.
A High Performance HMI enables the transformation of operators into production specialists. Without it, operators are blind to emerging disturbances and often control the process primarily by reacting to alarms. Now, they can see disturbances as they emerge and proactively intervene before they create an upset. Transformation of the operator’s performance using this phased methodology is possible regardless of the type of process, simply because human factors remain the same across industries.
High Performance HMIs have been proven to increase the operator’s effectiveness, which in turn translates into improved safety and profitability. By following this methodology, a High Performance HMI is now practical and easily achievable.
Hector Perez is the HMI Product Manager for PAS.
Advertisement
- Manufacturers put safety first: Strong turnout at MASC 2010 shows manufacturers have safety on the brain
- Things are looking up: Our annual editorial advisory board meeting