Nov. 24, 2014 – With all of the continuous improvements being made in process control and automation through more effective alarm management systems, better HMIs and improved control theory and algorithms, we often forget that a control system is only as good as the field measurements and final control elements used to monitor and control the process. Fortunately, the new HMI standards take this into consideration by providing suggestions on how equipment health can be incorporated into tag display information. Similarly, field device manufacturers have agreed on methods to communicate device status for both analog- and fieldbus-based systems.
These field device health standards are based on the work of NAMUR — the international user association of automation technology in process industries. NAMUR was established in 1949 from end-user organizations based along the Rhineriver. Today, it has grown to more than 130 international companies and, since it is an end-user organization representing a significant portion of the manufacturing capacity of Northern Europe, it also has significant influence on the automation suppliers that work with it. Two of the documents the association has prepared related to the effective use of intelligent field devices are NE 43 (“Standardization of the Signal Level for the Failure Information of Digital Transmitters”) and NE 107 (“Self-Monitoring and Diagnosis of Field Devices”).
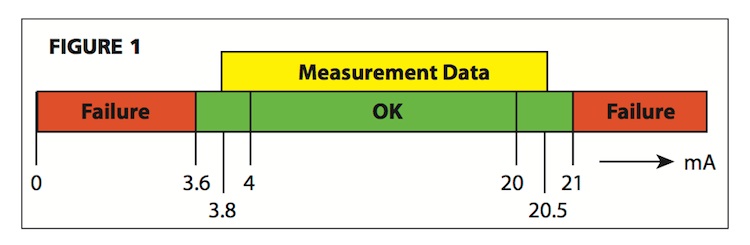
The NE 43 document provides a guideline on how a sensor fault can be indicated to a control system by means of extending the range of the 4-20 mA signal. When the current is below 3.6 mA or above 21 mA for more than four seconds, it is interpreted as a sensor fault, and notifications can be given to the operators and maintenance teams to take appropriate actions. The reason the minimum current level is 3.6 mA is because a two-wire field device requires this amount of energy for its own power and operation.
Looking at this in graphical format (see Figure 1), the field device is considered to be sending a valid signal if it’s between 3.6 and 21 mA, and valid measurements if it’s between the traditional 4-20 mA.
It is important to remember that to test the reaction of a PLC or DCS system to a defect transmitter, the 4-20 mA calibration signal source will also need to be able to simulate the high and low NE 43 current levels.
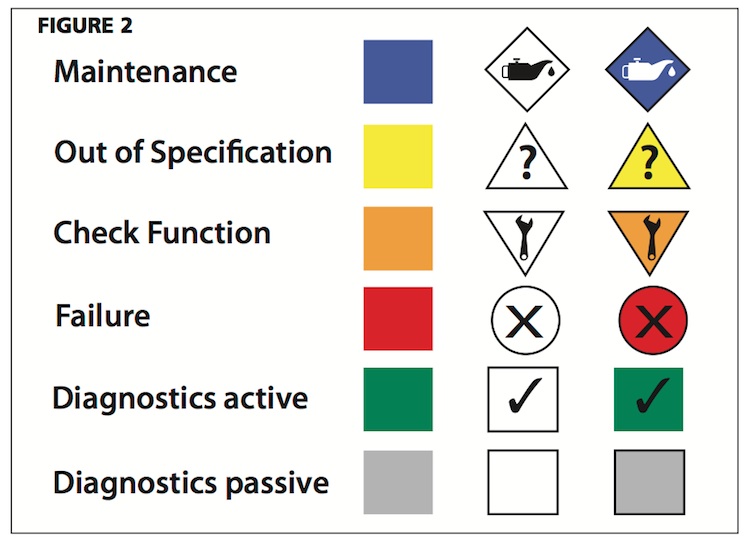
The second document adopted by the process fieldbuses is NE 107, which added a fourth fault category of “undergoing maintenance” (or “check function”) to the existing categories of “failed,” “out of specification” and “maintenance required.” The symbols in Figure 2 show each of the four categories incorporated into the Fieldbus Foundation Interoperability Test Kit (ITK 6+) on which the FF device “Check Mark” is based, as well as the FDT (Field Device Tool) standards.
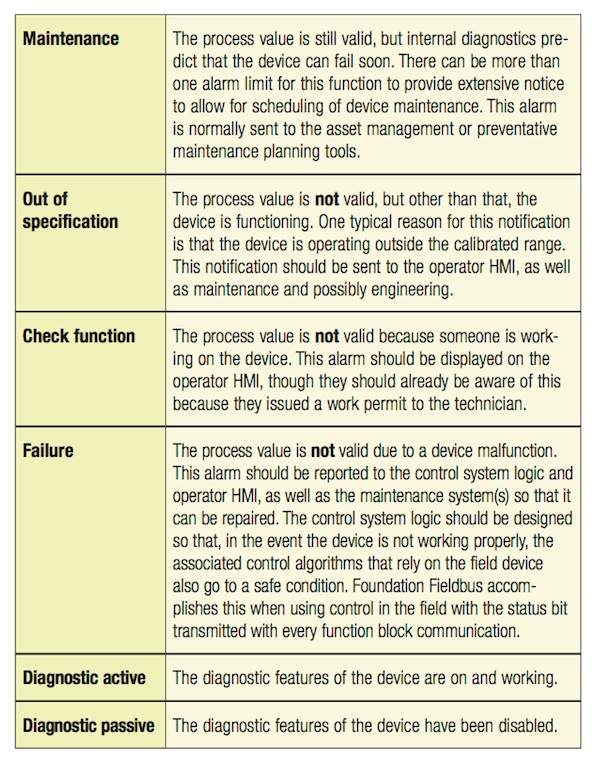
Click on the third image below to see each of these categories defined.
Any of the symbols in the three columns can be used to represent the above associated states, with the colours in the first column being used with the HMI status near a tag, the centre row for black and white displays or printed reports, and the final row as the full representation whenever possible.
In addition to these definitions, which help to classify the alarm and send it to the appropriate department for remedial action, manufacturers are using the symbols along with masking filters to provide highly granular sorting of alarms not only in these four categories — maintenance, out of specification, check function or failure — but also to provide very specific definitions of the fault and, in many cases, recommendations for how to repair or correct the root cause of the alarm.
If you are interested in reading the documents yourself, you can order free copies of up to three NAMUR documents once every four years at www.namur.net/en/recommendations-and-worksheets/order-of-free-copies.html.
Incorporating the intelligence you have in your field devices will result in more effective control of your facility.