10 million and counting: Windsor Assembly Plant builds the next generation minivan
May 13, 2016
By FCA US
Windsor plant continues 33 years of minivan production with launch of Chrysler Pacifica
May 13, 2016 – Standing in the heart of Windsor, Ont., the FCA US Windsor Assembly Plant (WAP) has been a mainstay in the community for the past 88 years. Many models have rolled off the line over the years, but none more well-known or recognizable than the minivan, which launched in 1983, notes the automaker. Since then, more than 14.3 million minivans have been sold to date, of which 10 million have come through the Windsor plant.
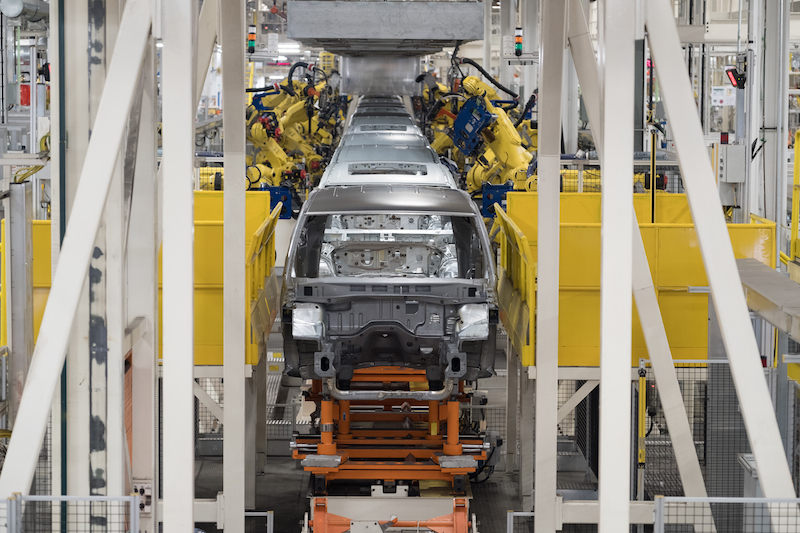
The Windsor plant continues its legacy as the home of the minivan with the start of production of the sixth generation family hauler, the all-new Chrysler Pacifica. Of the $2.6 billion USD spent to develop the Pacifica, $744 million USD (over $1 billion CDN) was allocated to the Windsor Assembly Plant to add modest footprint additions to complement the company’s product quality initiatives, such as the addition of a Component, or Metrology, Center and Complete Technical Vehicle Validation (CTVV), as well as upgrade equipment and processes to produce the all-new Pacifica and the existing minivan on the same line.
More than 1,200 new, full-time permanent positions have been added at the plant since September 2014 to facilitate the production launch of the Chrysler Pacifica, notes the manufacturer, bringing total employment to approximately 6,000 on three shifts.
Just like the new minivan it’s building, the Windsor Assembly Plant also has several firsts, according to FCA, including:
• The first of its kind PULSE transfer system in a North American body shop;
• The first dual arm Laser Radar measuring system in the world in the Component Center; and
• The first FCA North American application of an Oil Suparator in the paint shop.
Preparing to build old and new
Launching a new vehicle always has its challenges, but a unique aspect of the Pacifica launch for the Windsor plant was that the current minivan models would continue to be built alongside the new platform, adding greater complexity. This meant reconfiguring all of the build processes throughout the plant to accommodate production of two completely different architectures with no shared parts and integrating stations specifically designed to produce a hybrid model.
To prepare the plant, major construction projects were completed during the two-week Christmas break in 2014 and 14 down weeks in the first half of 2015, but work continued throughout the year to remodel and renovate the existing building to accommodate new process loading and to provide space for advanced technologies, improved conveyance and robotic assist equipment.
When the plant resumed production after the 14-week shut down in May 2015, there were two goals — one was to be back at full volume of 1,490 per day of the current minivan within seven weeks and the other was to pilot the new minivan in station on the line within two weeks, both while maintaining the same level of quality on the current minivan.
“What we were asking the Windsor team to do had never been done before,” said Brian Harlow, vice-president manufacturing, FCA North America. “They were truly pioneers. But we knew that with World Class Manufacturing tools guiding them, the Windsor team would rise to the challenge. At all levels of the organization, they have come together to build a vehicle that will delight the families that buy it.”
The automaker says one of the keys to the successful launch of the Chrysler Pacifica was the implementation of the Work Place Integration (WPI) process two years before the start of production. As defined by World Class Manufacturing (WCM), WPI is a systematic approach to facilitate vertical start-up of new model launches through the application of WCM tools and cross-functional activity by all core organizations.
In early 2014, a team dedicated to the Pacifica launch, comprised of more than 100 salaried and hourly employees, established a temporary home in the Pilot Plant at the Chrysler Technology Center in Auburn Hills, Mich., for six months to begin reviewing and identifying best practices, validating preliminary workstation assignments, creating workstation layouts and evaluating “Golden Zone” delivery points. By “front loading” these initiatives closer to the beginning of the program, the team could better plan and react, minimizing significant changes to the launch that could affect cost, timing and efficiency, says FCA.
The information the team gained through this process was later transferred to the WPI room set up at Windsor Assembly, where work continued to identify opportunities to further refine and improve the assembly process. While nearly all of the assembly jobs were different when the plant resumed production following the 14-week shut down, they were more efficient as a result of the WPI process and suggestions implemented as a result of having the operators’ involvement upfront.
“WCM has been a very significant part that touched on almost every aspect of the Pacifica launch,” said Michael Brieda, Windsor Assembly Plant manager. “We’ve been able to approach workstation design, material flow and quality control systems with a totally different perspective with WCM. It drives us to set the plant up the best way we know how, using what we have learned since its implementation into the Company beginning in 2009. It’s our enabler to achieve the highest vehicle quality and build the best vehicle possible for our customers.”















Photos and video © FCA
More than 80% of body shop overhauled
The Windsor body shop has been transformed into a “state-of-the-art facility,” with more than 80 per cent of the facility’s equipment deemed new or modified. In total, 822 new robots were added, 19 lines are all new, five lines were retooled and more than 1.3 miles of conveyors were upgraded. Even with all the changes, the body shop was able to achieve better dimensional quality on the existing minivan architecture when it re-launched after the 14-week shut down, says FCA.
As part of the upgrades, the Windsor body shop became the first in North America to install a PULSE transfer system. The PULSE system, which stands for Propulsion Using Linear Synchronous motor Energy, uses a linear motor to apply thrust, rather than torque, to move body sections through robotic workstations as joining and other functions are performed, explains the automaker. It is flexible enough to handle both minivan architectures, but can be configured to handle up to four, it describes. The PULSE line was integrated into the line where the inner and outer body side panels are “married” together. The new system increases the transfer speed and with fewer components that can wear, all but eliminates down time caused by the previous chain-driven system, it notes.
The Windsor body shop is also the first within FCA to assemble an aluminum door, it says. The Pacifica’s aluminum sliding side doors, which help reduce the overall weight of the vehicle, are shipped from the Warren Stamping Plant in Michigan to Windsor, where aluminum resistance spot welding guns weld the door inner and outer panels together.
FCA US added a 32,000-square-foot Component Center as part of the plant’s body shop. Now located in eight of the 10 FCA North America assembly plants, the centres reflect the company’s heightened dedication to quality, says FCA. The goal of the Component Center is to allow engineers to solve problems, identify all sources of build variation — even when components appear perfect to the naked eye — and resolve any fit and finish issues before customer vehicles are built.
The standardized equipment and tools within the Component Centers include traditional Coordinate Measuring Machines (CMM), as well as inspection equipment, like a Meisterbock gauge, Quality Assurance Fixture (QAF), and blue light laser scanners that allow for 3D measurement and certification of both plant processes and incoming supplier parts.
Another first for the Windsor plant is the use of Laser Radar, a non-contact dimensional measurement system. Used for years by the aerospace industry as a manual device, the Dimensional team worked collaboratively with the supplier to develop what they say is the first dual arm automatic laser radar in the world.
The Laser Radar system, which consists of two robots mounted on slides on each side of the cell, “significantly advances” the dimensional measurement process that has traditionally been done by CMM. Whereas CMM machines use touch probe technology to compile measurement data, a process that can be slow and sensitive to changes in environmental conditions, laser radar scans as many as 800 points per minute from up to 30 meters away, making gathering data easier and safer than ever before, explains FCA. The scanned data can be used for discrete point evaluation or compiled into an image with colour mapping to highlight non-conforming components that can be compared to a CAD drawing, which allows potential issues to be addressed quickly, it adds.
According to the manufacturer, with Laser Radar, the time to measure a vehicle is reduced from two-and-a-half to three hours to about one hour, allowing the plant to measure 15 vehicles a day as compared to six with a CMM.
Another significant enhancement to the plant was the addition of a Quality Assurance Center (QAC), which performs testing and analysis on parts received from suppliers in order to “guarantee the highest quality components.” The convenience of the QAC allows for immediate feedback to suppliers. The QAC houses chemical and vibration analyses conducted by certified chemists in its laboratory, but also manages testing in appearance, mechanics/chassis, weight, heating, ventilation and cooling (HVAC) and underbody. A sample of assembled vehicles is randomly selected to run through the QAC each day.
In addition to the Component Center and the Quality Assurance Center, Windsor has also built a new Complete Technical Vehicle Validation (CTVV) and Materials Laboratory, following an example first established in the Company’s Belvidere, Ill., plant.
The purpose of the CTVV is to perform customer-focused audits on functional aspects of the vehicle. The CTVV puts eight vehicles each day through a full audit program, measuring and monitoring over 175 functional requirements on the new Pacifica and 165 on the Grand Caravan, including door closing efforts, audio testing, heating and cooling performance, and lighting performance. The Materials Laboratory, staffed with an on-site chemist, and the CTVV allow the plant to identify and troubleshoot emerging issues onsite, with fewer delays from sending parts to Auburn Hills or supplier locations for analysis, it says.
Putting the shine on the new Pacifica
Windsor implemented several new processes in its paint shop to improve the quality of the new Chrysler Pacifica. First, a new robotic sealer system was installed that applies 83 meters or 90 yards, nearly the length of one football field, of sealant to the Pacifica’s underbody, engine compartment, interior and roof ditch, the area where the roof meets the body side. Sealing the underbody was an added step in the Pacifica paint process to meet the FCA global sealant standard and provide for added corrosion protection for customers, it says.
As well, FCA says a new high-speed friction drive transfer system, similar to the technology that powers a rollercoaster, was designed to push more vehicles through the sealer cell to improve the efficiency of the process.
Because of the increased amount of sealer being applied, as well as the application to the underbody, the Chrysler Pacifica now spends 10 minutes in a new sealer gel oven. The oven hardens the sealer to prevent it from dripping into the primer powder during the next step of the paint process.
All of the nearly 2,300 carriers throughout the paint shop had to be redesigned to allow for maximum flexibility to load both the old and the new minivan architecture.
Windsor is the first FCA North American plant to incorporate a new Oil Suparator in its pretreatment system. During this phase of the paint process, the minivan body is dipped into a bath to remove any oil applied to protect the raw sheet metal during shipping before it moves to the e-coat process. The Oil Suparator, used solely in Europe until now, pulls the residual oil out of the bath to prevent contamination to future vehicles. Maintaining a clean bath and ensuring the body is as clean as possible before moving through the process improves the overall paint quality, says FCA.
Not to be overlooked, 135 robots had to be reprogrammed to recognize the two different vehicle architectures.
Assembly process redesigned with operator and customer in mind
FCA says one of the biggest areas of transformation at the Windsor plant was on the assembly line. Every single workstation had to be modified to accommodate both current minivan production and the all-new Pacifica. This required the rearrangement of the operator’s entire workstation and also the flow of material from the loading dock to the assembly line, so that Windsor could build two minivans with completely different DNA.
A new skillet conveyor system, a global standard for FCA, runs through 74 total stations, of which 46 are being utilized for production work. A skillet, which looks like the bellows of an accordion on its side, carries the vehicle down the line on a moving floor, adjusting in height depending on which interior trim component is being installed while improving vehicle quality with better line of sight for the operator.
With the redesign of the assembly process, the body carriers that place the minivans on the skillets needed to return from the end of the line to the beginning of the line. Restricted floor space and insufficient headroom meant the only logical pathway for 200 feet of conveyor was over the roof in the middle of the 88-year-old building. Construction to create a new conveyor enclosure, measuring 20 feet tall, on the plant’s roof began during the two-week Christmas break in 2014. Approximately 200 pieces of structural steel were raised in three days using a 600-ton crane.
The rest of the skillet line was installed during the 14-week shut down in 2015 in order to dig large pits in the floor to house all of the mechanics for the new line. The skillet line is now flexible enough to accommodate all three minivan variations – the Dodge Grand Caravan, Chrysler Pacifica and the Pacifica hybrid.
FCA says the skillet system optimizes the assembly operation by improving manufacturing efficiency, ergonomics and quality. Parts for each vehicle are sorted into kits and put on a dolly, which travels with the vehicle as the skillet moves it through the line. Kitting virtually eliminates line-side inventory and ensures that operators are picking the right parts for the right vehicles, it says. Kits also facilitate delivery of parts to operators in the Golden Zone, a 60-degree area immediately in front of the operator, so “they can build the vehicles with the precision of a surgeon.” Because the skillet has infinite positions, it can be adjusted to best accommodate the operation being performed and eliminate any physical strain and fatigue on the operator, it adds.
With the launch of the Chrysler Pacifica, Windsor also upgraded its glass install cell with the addition of “state-of-the-art” technology. Previously, windshield glass was installed manually. Now, installation of the windshield glass is fully automated. Robots apply the adhesive, assess the exact centre of the opening and set the glass uniquely for each vehicle. By automating the process, the glass installation is a consistent and repeatable process, which reduces wind noise and water leaks, enhancing vehicle quality for customers, says the manufacturer.
With three different minivan models come three different storage tubs, the area in the floor pan where the third row of seats is stowed when not in use. New robots were installed in the “tub cell” to ensure the precise placement of the tub, while also improving the ergonomics for the operator.
Another quality enhancement implemented with the end customer in mind is an in-line water test performed on 100 per cent of all Chrysler Pacificas and Grand Caravans, says FCA. In the past, only small samplings of vehicles were water tested. Now, every vehicle is driven onto a conveyor and pushed through the water test booth where it is subjected to a three-and-a-half-minute rain storm to “guarantee the customer will never have to brave the elements while inside the vehicle.”
“With all of its advanced safety features, including the Forward Collision Warning system, the Chrysler Pacifica is a more sophisticated vehicle, making aligning and calibrating the front end more complex,” says FCA.
Originally constructed as part of the 1982 model launch, the alignment station followed the wheel roll-test station where vehicles were driven under their own power to alignment. As production increased, a back log would occur because of a limited number of alignment stations. To accommodate the new vehicle, the alignment stations were expanded from three to five within four 20-foot by 40-foot bays. The schedule involved demolition in February, construction in March and equipment installation in April. May was devoted to getting the new processes commissioned to resume production. From start to finish, the removal, demolition, excavation, utility rerouting, shoring, construction and installation was accomplished in four weeks.
Windsor also upgraded several hundred of its direct current (DC) tools throughout the plant. The new tools provide feedback on the amount of torque being applied to nuts, bolts and fasteners, and automatically shut down when the precise torque is achieved.
One of the other areas that saw significant rework to accommodate the three models was the suspension decking area, the station on the line where the underbody is “married” with the painted body. The suspensions are built up on one of three different pallets depending on the model. When not in use, the pallets are stored in racks, then automatically selected and cued into the build sequence when needed.
The inclusion of the hybrid version of the Pacifica on the assembly line required adding several stations to accommodate the vehicle’s unique features. Due to the weight of the battery pack and the super module, the brains of the engine, ergonomic arms were integrated to assist operators with lifting and installing these components. A separate station was also added to build up the engine. The hybrid engine has more plumbing than a gas engine, but the amount of time to complete the operation remained the same, so modifications were needed in the fluid fill area to include more equipment and more hook ups to complete the operation.