The signal is clear: Process signature technology meets today’s quality control needs
November 23, 2009
By David Mannila and Randy Martin
Statistical process control (SPC) has been used for many years to continuously monitor and improve manufacturing processes. However, there is a limit to the level of understanding traditional SPC quality control can provide. In many cases, users can determine that something has changed and most times even what has changed, but many engineers struggle with determining and proving the why — and the time it can take to diagnose the problem is often significant.
In many highly regulated industries, such as medical device manufacturing, the standards bodies are pushing toward extremely high levels of process understanding. Key to this understanding is the concept of a “process signature.”
| What is a process signature?
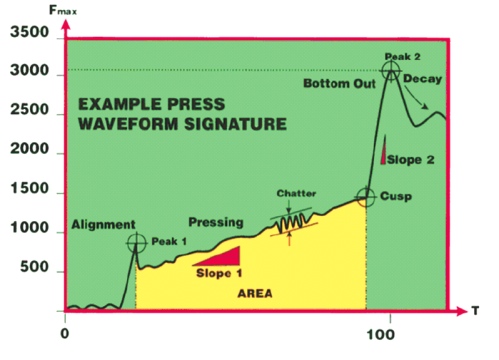
Imagine a mechanical press that takes half a second to insert one part into another part. During that half second, there will be variation in the distance travelled by the press, the force applied by the press and the rate of movement. If there are sensors connected that collect this data, a complex multi-dimensional waveform can be measured. This is an example of a process signature, which consists of thousands of data points gathered over a short time period. Across the plant floor, process signatures are constantly being generated by every manufacturing operation. The amount or type of data does not matter. The key is that the process signature data is tied to both the part under manufacture and the testing environment. Origin of data does not matter either; the process signature data could come from analog sensors, digital I/O measured states, any remote sensors, data in a PLC memory or other controller, or even senses from the product under test itself. A process signature captured for one part gives us a scientifically objective and complete representation of our test or process data for that specific part. As you run more parts through the test, you can capture more signatures and eventually you have a library of signatures that characterize the process and the product. Patterns begin to emerge. Quality and manufacturing engineers are able to visualize the control limits needed for proper quality control and compare against their calculations. We can now use process signature verification technology. |
Process signatures provide the most complete understanding of the manufacturing process, and they also provide a solid platform for innovation demanded in today’s competitive marketplace. In this article we will describe the role of process signatures in quality manufacturing and the characteristics of a successful process signature implementation.
The benefits of process signature technology impact production in multiple ways, from consistent quality of manufacture to the ability to locate bottlenecks and improve yield.
What’s process signature verification?
Not all parts will have the same process signature. Process signature verification (PSV) is the comparison of a process signature against a set of control limits, which describe a set of control waveforms with upper and lower bounds, creating a “pass” envelope for a good operation. The verification process ensures that a pass or fail decision is based on the process signature being completely within the bounded envelope. Most quality engineers would agree that process signatures provide the best solution for quality manufacturing.
Where many solutions fail, however, is in implementation.
Applying the techniques of process signature verification to the real world is a complex task. As an example, Ottawa-based Sciemetric Instruments have spent many years of R&D effort working in real world customer environments with the ultimate goal of having operators control the power of PSV with the single press of a button.
A successful test station
Sciemetric Instruments have found that the best PSV solutions originate from a blend of hardware support and flexible software design.
Hardware support involves the reliable collection and storage of thousands of data points per second. Data can come from plant networks over digital I/O, through protocols such as OPC, from digital encoders or from analog sensors. A test solution must be able to synchronize all of these inputs and collect data at the resolutions needed for proper signature verification. For example, Sciemetric’s sigPOD PSV provides a 16 bit A/D converter, which can sample at high frequency in order to capture every nuance of a process.
Remember, a process signature is generated from any manufacturing or test process. A successful solution must support custom connection equipment (such as a fastening machine) or any other test station that can generate data.
From the software standpoint, there are two important measures of success. The quality engineer must have the tools to be able to dive as deeply in to the scientific modeling environment as needed in order to find manufacturing problems and make corrections. And the operator must be able to leverage the power of PSV as simply as possible.
 Let’s illustrate these points with a mechanical press example:
Let’s illustrate these points with a mechanical press example:
• Our test station is connected (all sensors and PLC connections made) and ready for calibration for our first press. The operator will run through a series of “good” presses so that the test station can “learn” the process signature of a good press. All control waveform envelopes are automatically generated (see Figure 1) and ready for PSV. After ten minutes of setup, the operator is ready for full production.
• The quality engineer is now able to analyze the press operation from afar and graphically view the process signatures. The first analysis may be SPC verification. The ability to convert process signature information to SPC data sets (median values, histogram data, Cpk values and sigma levels) is key to understanding the design process. We now have a successful test station implementation. We could end our story here — but a process signature is a powerful thing. It is a reflection of a period of time for a specific part under test at a specific test station. We can now analyze multiple parts under test in more detail, in different combinations and scenarios.
 Streamline production, increase yields
Streamline production, increase yields
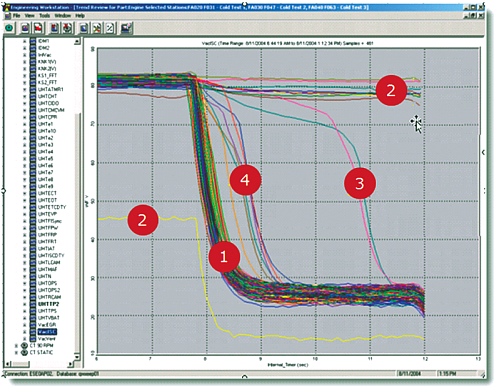
Figure 2 shows process signatures from 1,000 parts captured at a specific leak test station. Four types of signature groupings can be seen:
1. Compliant: well-behaved signatures, tightly grouped and normal. These parts are a pass.
2. Not compliant: failures that are obvious since they are so far away from the norm.
3. Almost compliant but still failure: in this case these are true failures that only deviate slightly from the norm, impossible to catch with classic systems.
4. Almost compliant but still failure: marked as defective, but are they really defective parts? These parts are perfect candidates for control limit tuning (described below). To determine if they’re true fails, a quality engineer can run a simulation using only Group 4 parts to see their unfiltered process signatures across the entire production line on all test stations. Did they fail other tests? Does this specific test station have too tight a control limit? One of the parts could be pulled and destructively tested for confirmation. If a change is warranted, new control limits can be sent down to the test stations.
Increasing quality means increasing our understanding of the why behind any defect. Process signatures give us that why.
Trends in production processes now appear. Suppose a situation arises where a part that passed test has been deemed a failure in the field. Finding root cause of the failure now becomes an objective science. Was a control limit set too loosely? Is a production machine beginning to show signs of failure? The quality engineer can isolate and highlight any anomalies. Once the root cause is found, the resolution of the problem opens new doors of quality control, such as inventory recalls.
A platform for innovation
Competition demands that innovation in the design lab is matched by innovation on the factory floor. The use of process signatures provides confidence that design changes are being properly reflected in manufacture.
Its benefits to manufacturing systems are evident. But process signature technology is dynamic and only limited by the type and quantity of available data. Quality managers with an eye on the future will see ways to manage today’s risk while introducing new capabilities at times of their choosing.
David Mannila is a senior product manager at Sciemetric Instruments Inc. in charge of the SigPOD PSV and QualityWorX product lines. Randy Martin is a technical writer at Sciemetric with more than 15 years of experience with embedded real-time software in the process control industry.
Advertisement
- IT for the future: Create the perfect plant with strategic software investments
- Sights on safety: Machine Safety Round Table 2009