Integrated motors 101
December 16, 2019
By Eric Rice
These all-in-one motors offer design flexibility in industrial applications with servo control systems
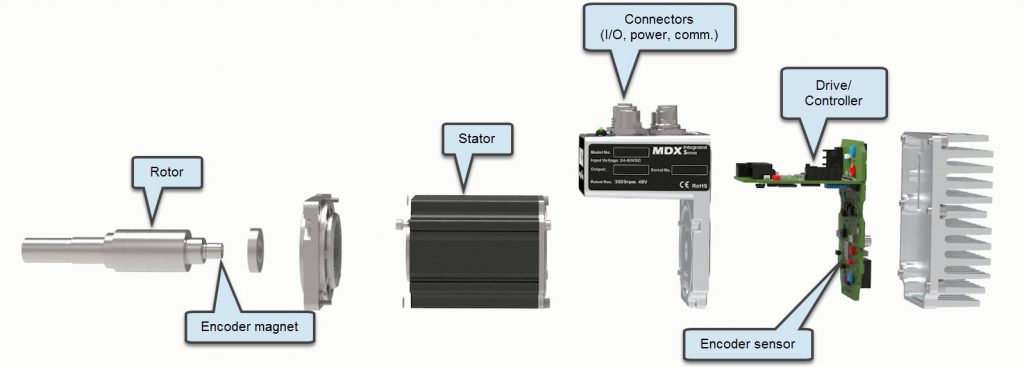 Figure 1. Unlike a conventional servo system that requires a separate motor and drive components along with the cables to connect the two, integrated motors consolidate the components within one package.
Figure 1. Unlike a conventional servo system that requires a separate motor and drive components along with the cables to connect the two, integrated motors consolidate the components within one package. Servo control systems are used in numerous industrial applications requiring position, velocity and torque control. At the heart of every system is a servo motor and drive along with cables that connect the two.
Traditionally, machine builders and robot designers have invested considerable time into the placement of servo drives and controllers, as well as the routing of cables to connect all of the system components. Integrated servo motors offer a space-saving solution by combining a servo motor with an onboard drive and controller, which eliminates the need to connect motor power and feedback cables to an external motor controller (see Figure 1).
This “integrated package” offers greater design flexibility and frees space to accommodate other critical components such as material handling mechanisms, sensors, additional axes of motion and operator-interface components. Integrated motors also reduce the complications of fitting the external drive and cables into control panels or within the limited space of a robot housing.
Integrated motors consolidate the following components within one package:
- Brushless servo motor
- Encoder
- Drive/controller
- Connectors to provide access to digital and analog inputs and outputs
- Connector for DC power, usually 24 or 48 VDC
- Communications connectors for programming, configuration and industrial networking
Without the need for cables or wire harnesses (see Figure 2), integrated motors also simplify the bill of materials and enable faster design cycles over traditional motion control systems with separate motor and drive components. Machine designers can focus less on controller placement and wiring and more on non-motor system components for faster iterations.
Benefits of integrated motors
Integrated motors – including integrated servo motors and integrated step motors – offer several benefits over conventional, non-integrated motors:
- Reduced number of components: Integrated motors eliminate the need for external drive electronics.
- Reduced number of cables: Eliminating motor power and feedback cables reduce the total number of cables in the machine. Smaller diameter cables used for connecting DC power, communications and I/O to the integrated motor are easier to route and require less space.
- Smaller control panels: Eliminating external drives reduces the size of control panels and even the need for them in some cases.
- Space savings: Reducing the amount of space needed for motion control axes frees space to accommodate other critical components such as material handling mechanisms, sensors or operator-interface components.
- Product selection and application: An integrated motor eliminates confusion about the drive and cable requirements and simplifies the system configuration.
- Performance: When using an integrated motor, users get the same torque and speed performance from the same size motor.

Figure 2. While the conventional servo motor (left) requires an external servo drive and discrete cables for power and feedback connections, the integrated servo motor (right) eliminates these additional components, offering a space-saving solution for machine and robot builders.
Applications of integrated motors
Integrated servo and step motors are suited for high-speed automation applications including automated test and measurement, automated assembly, packaging and labeling machinery, mobile robots and more. Here are a few real-world applications that benefited from switching to integrated motors.
1. Moving cartons on smart conveyors
Application: A smart conveyor system is used for de-palletizing, sorting, singulating, aligning and transferring cartons in multiple directions to downstream processes. Specialized actuators that handle the lateral movement of cartons are driven by step motors. With one motor per mechanism, long conveyors can have up to 100 motors in a single installation.
Solution: An integrated step motor with built-in encoder enhanced the positioning capabilities of the actuators while reducing space. The use of integrated motors greatly reduced the size and number of control panels. Cost savings resulted from a reduction in motion control components, especially when multiplied by the number of axes per installation.
2. Laboratory sample testing equipment
Application: Automated sample testing equipment allows for batches of laboratory samples to be tested according to pre-programmed parameters. After samples are loaded into a rack system, an XYZ pick-and-place mechanism inserts each sample into a test chamber, and then retrieves each sample after testing is complete. Lab techs can load and program the machine, then leave it to run autonomously.
Solution: Integrated closed-loop step motors offer quiet and smooth operation with great torque. By eliminating the need for separate drives, integrated motors saved space and reduced the overall size of the machine to better fit into the limited space of a test lab. The space saved by using integrated motors made the installation of data acquisition and test components into the machine easier.
3. Traction drive and steering for mobile robots
Application: Automated guided vehicles (AGV) and mobile robots are increasingly used for material handling and warehouse management. Mobile robots transport finished work from one area to another, eliminating the need for manual labour. Electric motors drive the forward motion (traction drives) and steering, and provide the actuation of the material handling axes (lift, convey, divert, sample, rotate).
Solution: Integrated servo motors provided peak torque and high speed for traction drive and steering axes while eliminating components and freeing valuable space within the mobile robot housing. Combining a servo motor and controller into a single, integrated package eliminates the need for mounting an external motor controller inside the body of the mobile robot. Integrating the motor controller into the motor housing also eliminates the need for motor power and feedback cables normally needed to connect the separate servo motor to its external controller.
Integrated motors are not suitable for every application, such as those using motors larger than a NEMA 34 frame or providing more than 600 watts of continuous power. For motor requirements within that range, you may find that integrated motors offer design flexibility and simplified bills of materials.
_____
Eric Rice is marketing director at Applied Motion Products.
This article originally appeared in the November/December 2019 issue of Manufacturing AUTOMATION.
Advertisement
- General Motors to invest $1.5B in Missouri plant
- Sales of electric vehicles plummet in Ontario after rebate cancellation