Trimming the waste
June 30, 2015
By Mike Brauss EnviroPAK
Keeping your facility Lean, clean and competitive

Jun. 30, 2015 – Eliminating process waste in a manufacturing setting is not a small task. Improvements in this area do not happen overnight, and cannot be viewed as a simple project that someone at a manufacturing company can undertake, implement quickly and expect to be successful. An entire culture shift needs to take place to make a real difference. Manufacturing companies are now seeing that by adopting and embracing Lean manufacturing principles, they are able to improve their bottom line and market share. But for Lean to be successful, there must be 100-per-cent employee buy-in to the process. The entire culture of the way the company operates must be examined, analyzed and critiqued in order to truly adopt Lean principles. Lean manufacturing is the process of identifying non-value added activity or waste. It includes anything that does not change fit, form or function of the product. If the process isn’t essential to the end product, it needs to be eliminated. The benefits are lucrative when Lean principles are implemented successfully. One will see gains in quality, lead-time reduction, productivity and employee development.
Conducting the analysis
The first step in conducting any kind of real analysis of the processes that are currently in place at a manufacturing plant is to conduct what is known as a Value Stream Map. This is a popular and effective technique used to document, analyze and improve the flow of information or materials required to produce a product or service for a customer. So what does this mean when it applies to Lean manufacturing? It literally means documenting every process from concept to completion and identifying the different forms of waste that can be seen on the plant floor. These wastes are easier to see when you categorize them into one of seven categories: Correction, Overproduction, Motion, Material Movement, Waiting, Inventory and Over-Processing.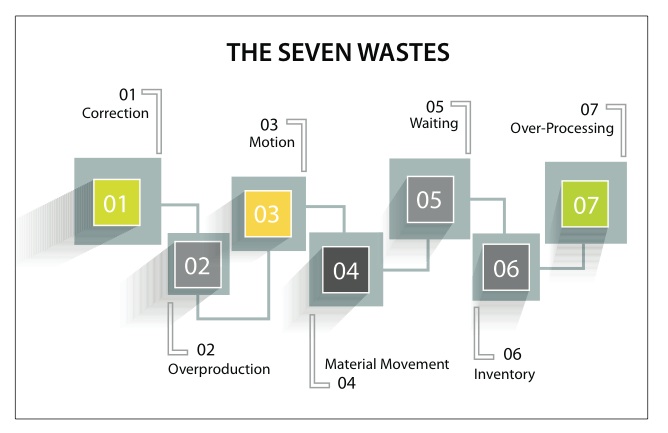
Correction is the most obvious of the seven wastes. When a product comes out wrong, or defected, it can be very costly to correct. Defected items require replacement or additional work and leads to more headaches and loss of customer trust.
Overproduction involves producing too much of any given thing before it needs to be. This leads to excess inventory. This type of excess is not only unnecessary for business operations but can often hide true problems on the production line.
Motion waste includes any unnecessary movement by a person or a machine on the plant floor. This type of waste leads to lost time and money.
Material movement waste occurs when materials are moved from one location to another. This does not add any value to the operation and only wastes time and money.
Waiting is a waste that many people do not think of when they analyze their company’s processes. However, waiting for answers, waiting for deliveries and waiting for one process to finish in one department until someone can start somewhere else all disrupt the flow of work on any given day.
Inventory waste is tough for some to see, but every piece of inventory that is unsold is considered waste because of the time and money that is put into it. Trying to cut down on excess inventory is crucial.
Over-Processing is the final type of waste in Lean manufacturing and includes putting more time and effort into a product than is necessary. If it does not add any value to the product, then there is no reason to have that process implemented on the plant floor.
Ready, set, action
In order to correct the wastes that are discovered during the value-stream mapping process, it’s important to go to what’s known as the gemba or “real site” where the wastes were found. At this place it becomes easier to identify key improvements that would eliminate the wastes that were previously discussed. This is a very productive exercise to help the entire organization understand the current-state and what steps would need to be taken for tangible improvement.
Once the wastes are identified and understood, a Kaizen or “good change” event needs to be scheduled with all essential plant personnel. At the event the basic lean foundation principles of Waste Elimination, 5S (Sort, Straighten, Shine, Standardize and Sustain), Visual Management and Standard Work are taught to the group. In many instances, reducing inventories is a common takeaway from the entire process. When inventories are reduced, a “just-in-time” goal can be achieved. If a manufacturing company is able to reduce inventory by a significant amount without losing anything by way of delivery, then capacity increase can be achieved.
Even more than some of the technical processes that can be altered, by having these assessments and Kaizen events for the employees, overall morale, quality and productivity can be improved. When an employee understands why a process should be done a certain way, they are generally much less change-averse. The goal is a real-tangible cultural change that leads to better processes and ultimately a healthier bottom line.
Mike Brauss is the operations manager at EnviroPAK Corp., a manufacturer of molded pulp packaging for the interior protection of a wide range of products (www.enviropak.com).
This article originally appeared in the June 2015 issue of Manufacturing AUTOMATION.