What’s the problem?
November 28, 2016
By Rita Aiello Ply Gem Canada
Nov. 28, 2016 – Over the past few years at Ply Gem Canada, we have had iterations of problem solving models used on our production shop floor.
All were centred on capturing employee engagement and real information. We have found that the more refined the front-end information has been, the more we are able to define and quantify issues which impact our customers. The common goal has been to use systematic problem solving to permanently resolve customer issues within manufacturing.
The challenging upfront work was to accurately define the problem based on factual information. We have used our non-conformance form (NCF) process to highlight customer defects which input into our problem solving methods. Over the past two years, our NCF data has expanded beyond internal defect reporting to include more externally reported information from service and sales departments. This vehicle allows problems to be quantified and includes trips to site for production, engineering and production groups. This collaborative effort to collect meaningful data from our service teams positions customer issues as targets for our problem solving. This year, engineering, quality and production teams have proposed changes to our problem solving model for enhanced corrective action, specifically with more focus on managing the corrective action plan with engineering/management conducting the facilitation, project management and tracking. It involves two main tools, both using our problem solving model:
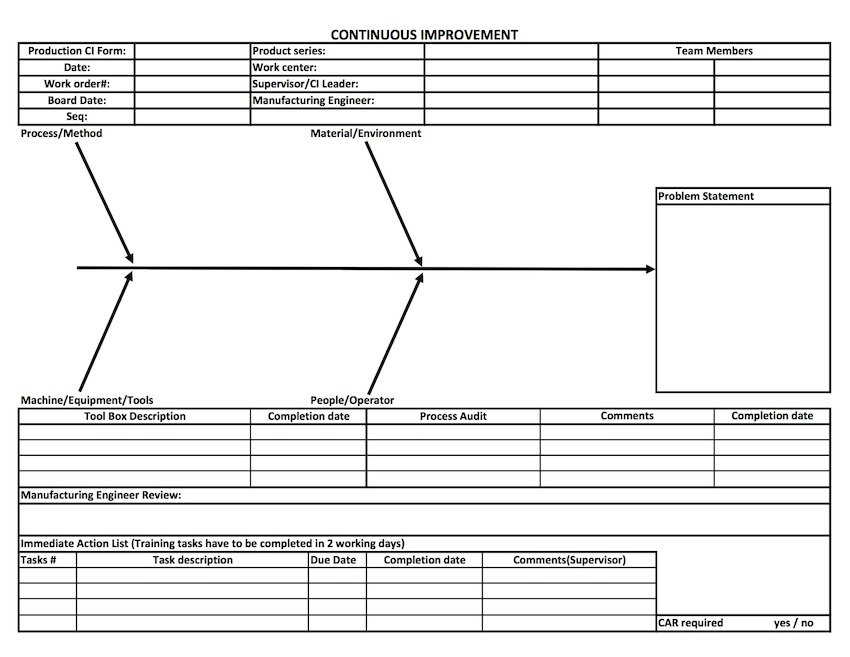
1. In-line/production continuous improvement (CI) form
This consists of one main page, handwritten by shop floor employees and first line leaders. This is a hybrid model of the standard Cause and Effect diagram and the 5 Why methodology. See Figure 1.
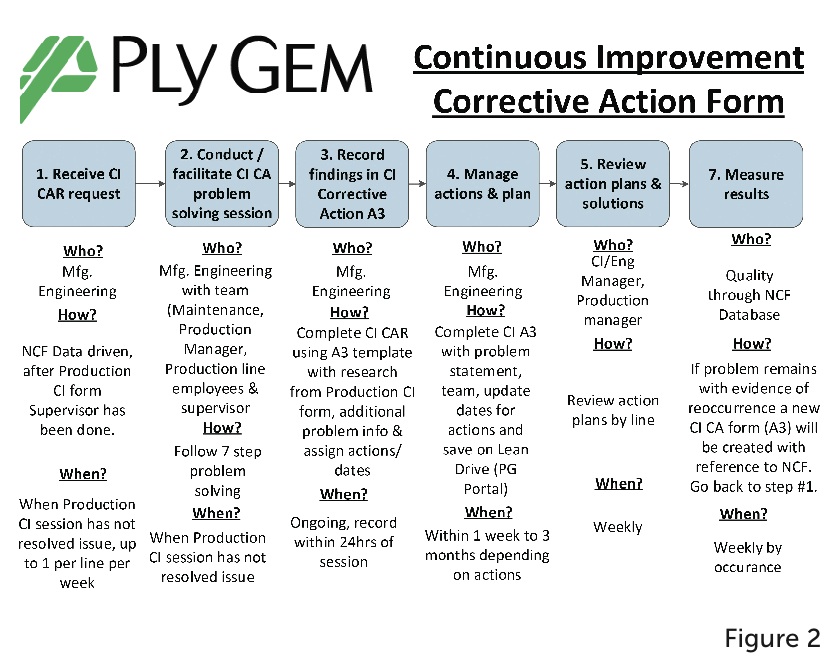
2. Full corrective action form
Managed by engineering, this is one main page that involves all parties using the process in Figure 2.
FIGURES: Ply Gem Canada
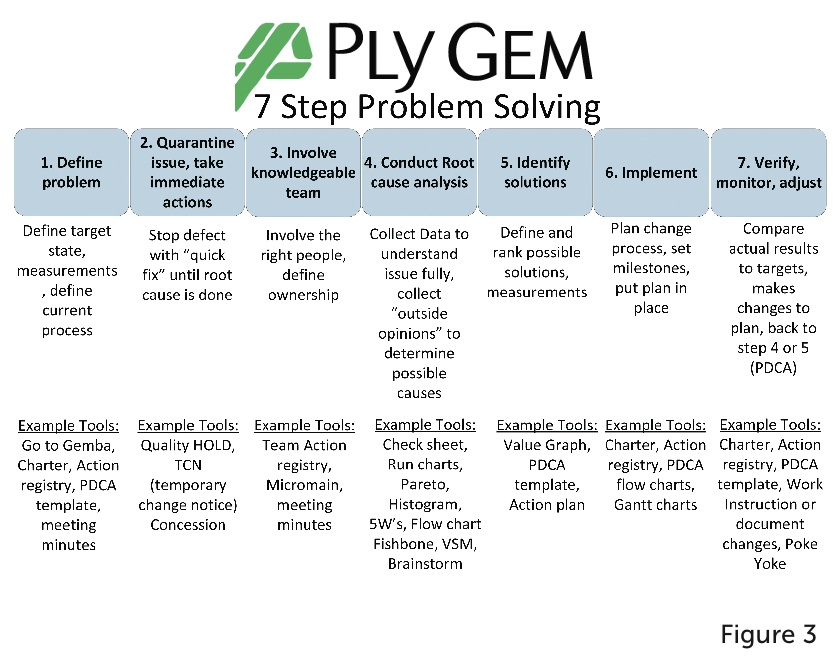
Both use our standard problem solving process (refer to Figure 3). The majority of successful solutions have come from the employees who work in the assembly area. The cause and effect diagram (Figure 1) must be completed with the following staff present:
1) A minimum of 15 per cent of the employees who work in the assembly area (the more, the better!) or all the staff performing a certain task depending on the problem found;
2) Supervisor of the area;
3) Production manager of the area;
4) Engineering support staff; and
5) Quality department staff.
*optional as required: purchasing or maintenance staff
The expectation is that each production line comes together to tackle at least one production CI per week. These sessions are prescheduled in a shared calendar to ensure all support staff knows when they are and the production manager can change the time as needed. The CI topics are chosen mainly from customer service reported data, however a production manager can choose whatever opportunity for improvement they see fit. All data is located on a shared drive on our Intranet (even the scanned copy of the handwritten cause and effect diagram) for transparency. This way our service department can also reference the actions being taken.
In the beginning, it was very difficult for production supervisors and managers to commit their line staff to participate in this regularly scheduled session, and to be honest, it still is. Without line staff present (the people doing the real work), there is no real CI session. Top-down approaches where supervisors and managers implement solutions for the assembly staff without them typically result in superficial solutions that are never sustainable. We need our staff to be motivated about making improvements; this can only happen if they are part of the solution plan.
More recent success of our production CI program has been reliant on empowering the staff who do the assembly work. It is through them where more effective procedures can be discovered and captured into our work instruction standards. This is where our leadership is key; allowing time for regular CI events and ensuring knowledgeable staff are present to contribute.
Results of our production CI system are not only measured by the specific gains within our process stabilization, but it also leads to a culture shift over time. If assembly staff and line supervisors can become better decision makers and problem solvers, management will have more time to focus strategically.
Over the past five years, this in-line CI model has been evolving due to feedback from the year prior. All the people in my engineering, quality teams and production teams who are working on making this process a success have a strong will for improvement. Without that, it doesn’t matter which CI program you put in place, it won’t be able to survive. Today we have more staff dedicated to the program than ever, and we understand that status quo is not good enough. Through our in-line CI program, we are connecting our customers and employees and turning customer issues into permanent solutions.
Rita Aiello, P.Eng, is a professional industrial engineer working for Ply Gem Canada as director of continuous improvement, leading the quality department and manufacturing engineering teams.
This column was originally published in the November/December 2016 issue of Manufacturing AUTOMATION.
Advertisement
- Centre Stage: Andrew Dolphin
- Hardwiring alternative: UL 508 status makes connectors a viable option for wiring electrical control cabinets