Direct part marking for today’s manufacturers
May 5, 2017
By Salay Quaranta Trumpf Inc.

May 5, 2017 – Manufacturers increasingly look to add part marking directly into production lines. Some chose to replace traditional processes, like ink printing
or dot peening, while others are just looking for a better way to meet traceability requirements in industries across the board. These techniques contribute to lean manufacturing while meeting industry specific standards for unique device identification (UDI).
When possible, direct part marking has become the preferred method of traceability as it enables manufacturers to avoid the costly mishaps of traditional solutions, such as labels that peel off or fade with time. There are several options for creating a mark that can be tracked through production to final assembly and remain readable in the field. The ultimate goal is to achieve a mark that ensures the manufacturer’s confidence in sustained identification.
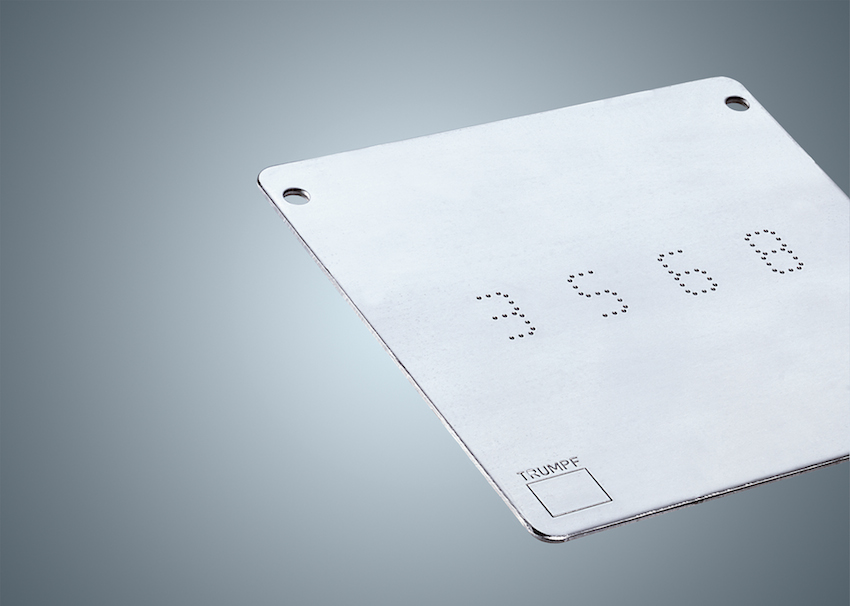
Dot peening, a longstanding favourite of the aerospace and defence article suppliers, creates a small indentation on the surface of the component with a metal stylus or “nail head.” The markings are limited to what is achievable with a dot matrix formation which includes basic alpha numeric characters and data matrix codes that contain important product information but not artistic markings, such as logos. The indentation will remain visible even if painted or coated in finishing steps down the production line but can be subject to low contrast against a substrate and therefore not be readable or verifiable by downstream vision systems. While this technique has been proven to be reliable over the lifecycle of the component, dot peen tools are subject to wear due to constant impact on material surfaces of high strength.
For applications that cannot have an indentation on the component material, ink jet or pad printing may be an option. In ink jet marking, small droplets of ink are released onto the surface of the component and allowed to dry or cure much like an office ink jet printer prints to paper. UV inks, if the application allows, can reduce curing time and minimize the potential for smearing or distortion. Some monitoring of the process is necessary to ensure the ink nozzles do not clog and the cost of ink cartridge consumables must also be considered. With high contrast, resolution and visibility of the mark, manufacturers have a degree of freedom to create graphics and text that could not be accomplished with dot peen. Since the marking sits on the substrate’s surface, however, it may fade, scratch, or delaminate over time. In addition, some materials are considered unmarkable. For example, the surface properties of certain films prevent the ink from fully curing. In this case, a more permanent method like laser marking is often the answer.
Direct part marking with a laser offers manufacturers a truly permanent labelling solution. A variety of platforms and wavelengths to work with, such as infrared, green or ultraviolet wavelengths, ensures a permanent mark is achieved in nearly any material type. As a versatile tool, the laser can produce engravings, annealings, colour changes, or even ablate a select amount of material to reveal the underlying substrate thereby giving a contrast area, for example, in the creation of a barcode. Medical manufacturers that need to implement traceability marks for UDI purposes but also to survive passivation or cyclic autoclaving processes find laser marking to be the only solution. With a short pulse width laser marking system, the mark will be readable at any viewing angle and under the high intensity lights of an operating room.
Laser marking has nearly no limitations to how small of a character can be marked. For example, when marking an electronic chip, diode-pumped vanadate green lasers can be used to produce a permanent colour change. A bone screw or similar part that comes in contact with biological tissues must have a bioinert mark. A nano-, pico- or femto-second laser can be used to anneal a local area so a traceable part number, screw size number, or logo can be produced on the head of the screw that will remain even after harsh finishing processes like passivation.
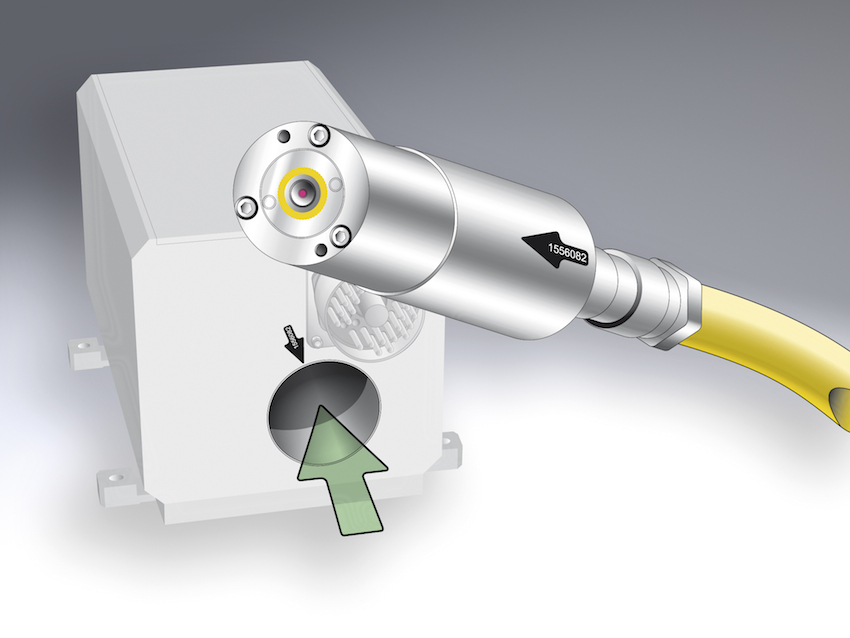
Laser marking systems are designed for easy integration into any assembly or automation set up. These compact, often air-cooled systems require minimal maintenance and can operate in extreme manufacturing environments. The smallest all-in-one designs include the laser, scanner, control unit, and internal focus control in a unit that is roughly the size of a shoebox. Other systems feature detachable connection cables between the processing head and supply unit for easy installation and service.
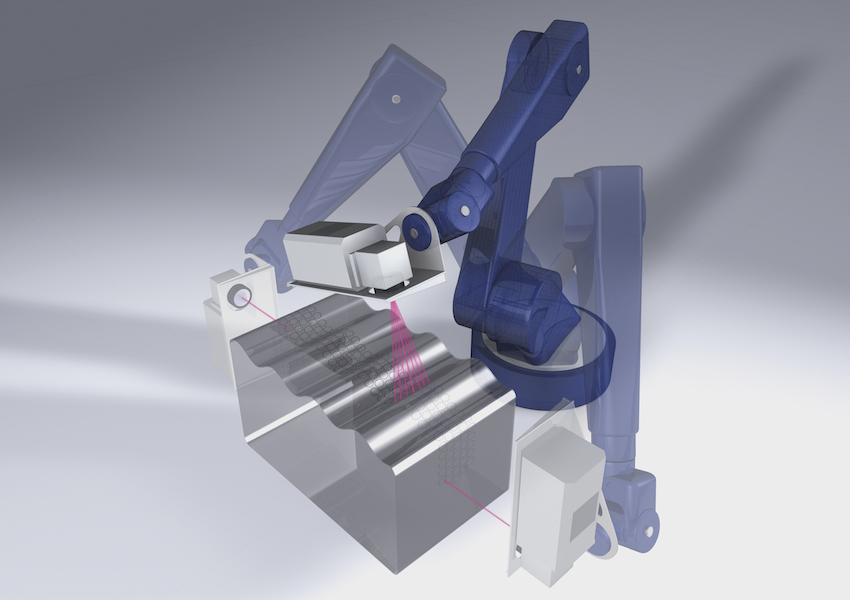
When integrated into a high volume automation line, the system can be mounted in a variety of angles, mark parts on the fly at known or random intervals, and are able to mark everything from planar to cylindrical shapes. The marking field size can be adjusted quickly with a simple optic change and flexibly accommodate beam expanders, dual-head systems, and vision packages for a more open automation design. Marking the part directly in the assembly line reduces mistakes and subsequent touch points by a production operator. They also easily interface with databases to query production or product identifier information and incorporate barcodes seamlessly in support of lean manufacturing initiatives. Integration partners can provide customers with the highest degree of safety by choosing laser systems that feature a two-channel safety circuit. Such systems meet all protection requirements for both the processing head and supply unit therefore eliminating additional efforts by the integrator.
Part marking is an integral part of the manufacturing process, from managing and streamlining production within the shop, to ensuring traceability of a part for its lifetime. Whether for branding, functional use or traceability, value is created with the mark. Part marking has become increasingly essential in creating an efficient manufacturing environment and by knowing which method to choose, product designers and engineers alike can make their mark.
Salay Quaranta is the business development manager for TruMark lasers at Trumpf Inc. in Farmington, Conn.
This article was originally published in the May 2017 issue of Manufacturing AUTOMATION.
Advertisement
- U.S. tariffs would lower American output after 5 years: Poloz
- Two key ingredients for success in global markets: Accessibility and relevance