Communicating control: What are Ethernet-enabled integrated motors?
August 4, 2021
By Eric Rice
How industrial Ethernet-enabled integrated motors facilitate data transfer to the PLC
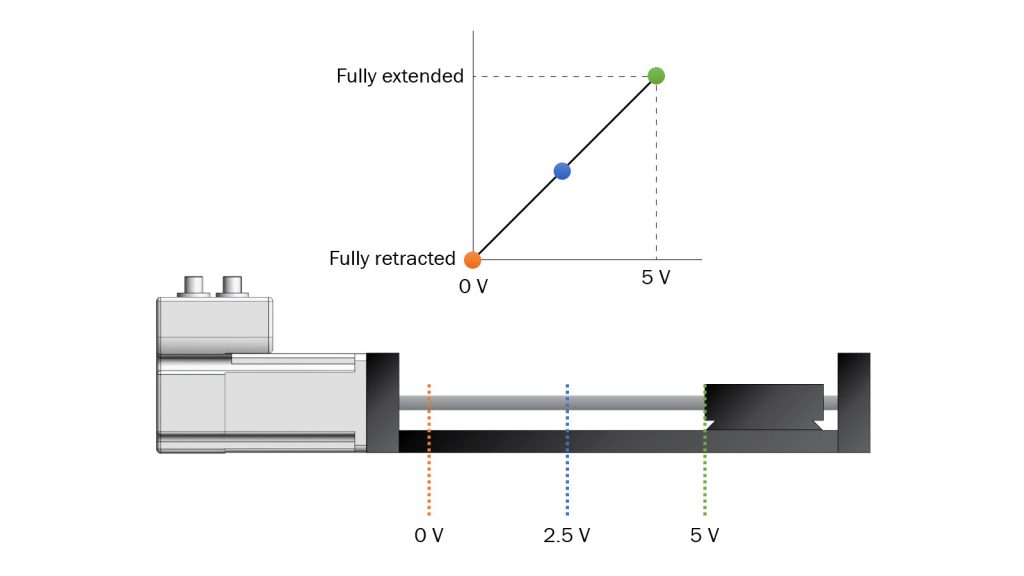 Figure 1: This diagram shows how an analog signal range of zero to five volts commands an integrated step motor to position a linear actuator over its full stroke, with zero volts translating to full retraction and five volts to full extension. The analog signal comes from a PLC on the machine. Photo: Applied Motion Products
Figure 1: This diagram shows how an analog signal range of zero to five volts commands an integrated step motor to position a linear actuator over its full stroke, with zero volts translating to full retraction and five volts to full extension. The analog signal comes from a PLC on the machine. Photo: Applied Motion Products Industrial Ethernet technology supports manufacturing automation by connecting equipment throughout the factory floor on a common industrial network.
An integral part of the Industrial Internet of Things (IIoT), industrial Ethernet continues to replace fieldbus as the dominant communications platform. As end-users invest in the IIoT to optimize production equipment and processes, the market for industrial Ethernet will continue to expand, replacing legacy communication and control technologies along the way.
Although a popular option and widely supported by virtually every programmable logic controller (PLC), analog control signals are susceptible to noise and electromagnetic interference from other nearby devices.
Methodical wiring practices and shielded cable can help reduce problems related to noise, but cannot always completely solve them. This results in the misinterpretation of the value of an analog output by the controlled device causing unacceptable position inaccuracies in some applications. See Figure 1, above.
Data transferred over Ethernet is inherently digital and, unlike analog signals, does not change over time or changes in temperature. Ethernet connections support communications to hundreds of devices at a time, whereas each analog signal requires a discrete terminal connection on the PLC.
A conveyor challenge
In one real-world application, a conveyor system is capable of aligning, sorting, merging and singulating a variety of carton sizes for common material handling applications in food processing, beverage packaging, warehouse management, fulfillment and other sectors.
The operation of the conveyor system is actuated by a series of linear actuator mechanisms driven by integrated step motors. With several mechanisms per conveyor section and full conveyor lines consisting of multiple sections, dozens of linear actuator mechanisms and integrated motors are included in each installation (see figure 2).
For a long time, the positions of the linear actuators were commanded by analog signals fed from a central PLC. Because of the previously mentioned problems with analog signals, this control scheme resulted in inaccuracies in positioning cartons on the conveyor.
In installations where conveyor sections were particularly wide, position inaccuracies could be as much as two inches.
Mechanical guides and fences installed downstream from the conveyor section could remedy these inaccuracies, but only by sacrificing many of the benefits of these conveyor systems in the first place: modularity, programmability, flexibility and fast changeovers between carton sizes.
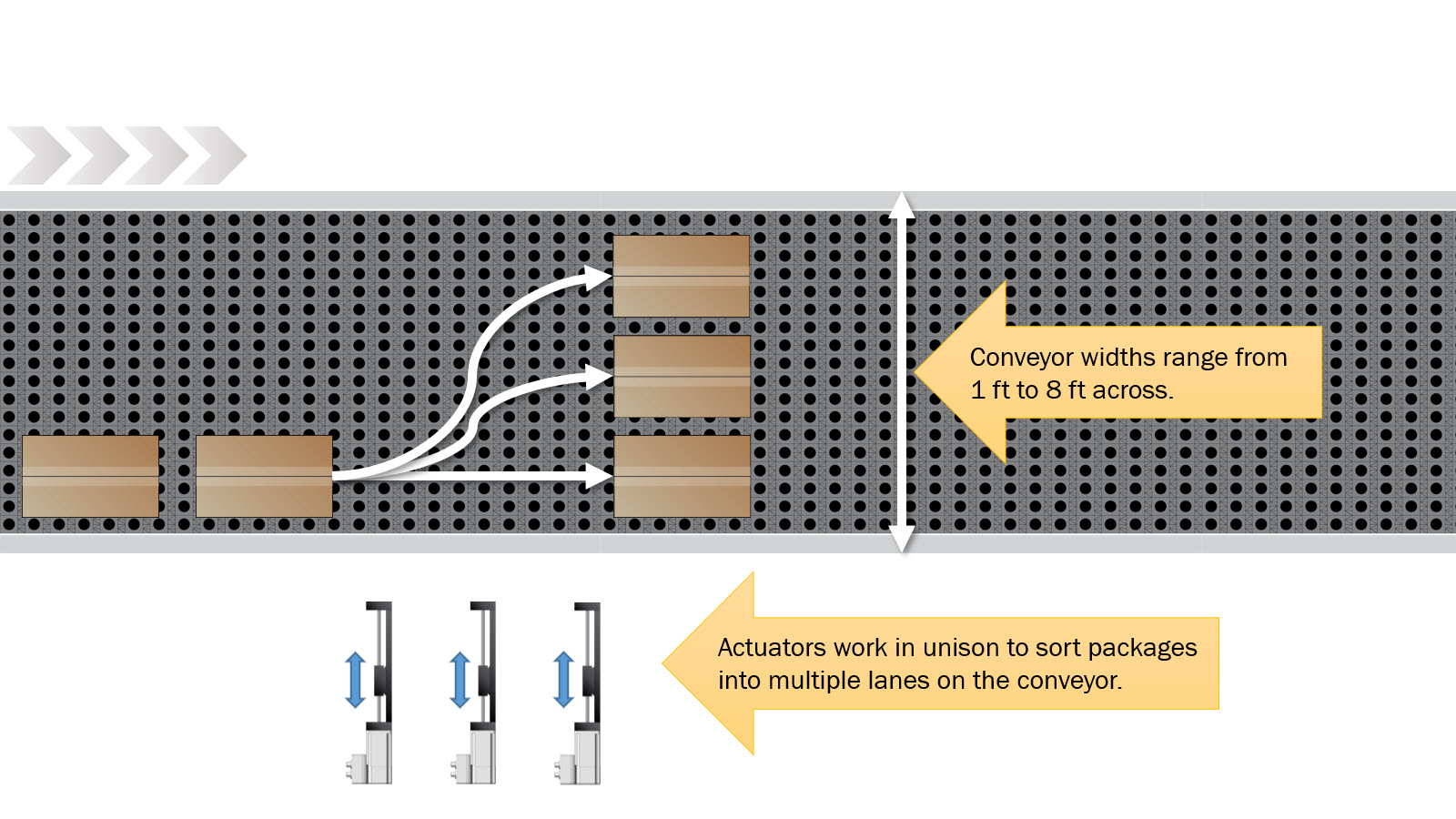
Figure 2: Overhead depiction of a conveyor system that uses linear actuator mechanisms to move cartons into different lanes (up-down) as they progress downstream (left-to-right). Positional accuracy is critical in certain installations, especially when the conveyor system lanes are very wide. Analog control signals struggle to maintain accuracy in these situations. Photo: Applied Motion Products
An EtherNet/IP solution
Switching from analog control signals to industrial Ethernet, specifically the EtherNet/IP protocol, eliminated issues associated with analog signals and enabled the conveyor system to accurately position cartons for all conveyor widths.
While response time of Ethernet versus analog was an initial concern for the company, field tests and optimization of the Ethernet protocol ensured sufficiently short response times for all applications.
As many as 100 integrated motors in a single installation could now perform at high speed and with precision – unaffected by electromagnetic noise from surrounding systems. The integrated step motors with built-in Ethernet communications increased the accuracy of the conveyor system in package alignment, while maintaining speeds.
Long cable runs for the analog signals from the central PLC to each integrated motor on the conveyor were replaced with Ethernet cables. Because each integrated motor included on-board EtherNet/IP communications, connections were made directly from the PLC to the network of motors with no gateways or protocol converters.
Additionally, each integrated motor provided two Ethernet connections. With so many integrated motors in the system, dual-port Ethernet greatly simplifies the overall Ethernet network architecture.
For example, in a star network, every single motor must connect to the central switch on a dedicated cable. If a motor is located 50 feet away, a 50-foot cable is required to run to the switch. In a line network using Ethernet-enabled integrated motors with dual-port communications (see Figure 3), only the closest motor connects to the switch, with the rest connecting in a daisy-chain configuration.
Industrial Ethernet passes data back to the main controller from the connected devices.
In addition to shortening cable runs between step motors, only one port is needed for the entire network, which means a smaller Ethernet switch. This configuration proves important when many motors are mounted around a machine.
Industrial Ethernet passes data back to the main controller from the connected devices. Different data such as motor temperature and actual position are accessible to the PLC, which supports preventative and predictive maintenance. With greater functionality from the motor, more diagnostic information and more data access support the future of the IIoT.
The Ethernet connection also reduces time spent troubleshooting noise and system grounds. Even the best-designed machines are exposed to unexpected sources of electrical noise. Analog installations can take operators a long time to address signal integrity.
Ethernet networks make it easy for program updates and to adapt technology to a wider variety of machines.
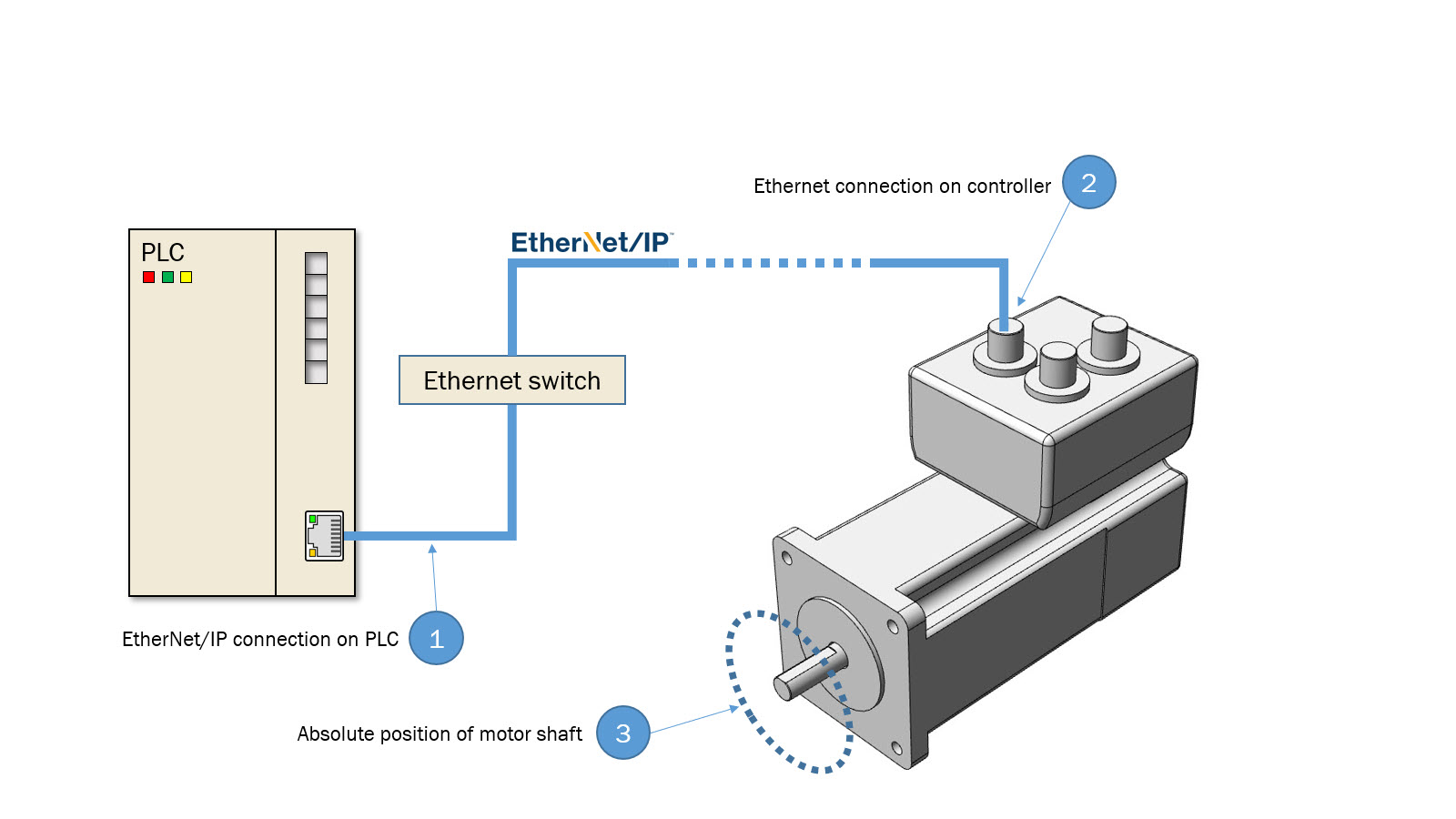
Figure 3: Dual-port Ethernet connections on the integrated motors greatly reduce the lengths of Ethernet cables in the network. The PLC connects to the first motor in the line network with a single cable, and then all other motors are daisy chain–connected to each other. This network topology also reduces the number of ports needed on the Ethernet switch. Photo: Applied Motion Products
Using Ethernet with integrated motors
An Ethernet-enabled integrated motor offers a complete motion control solution with the motor, encoder, drive and controller combined in a single motor package that adapts to existing Industrial Ethernet networks.
With no cable requirements to connect the drive to the motor, integrated motors result in a compact size and integrated control electronics that allow motor mounting almost anywhere.
The integrated step motors used in the aforementioned conveyor system included encoder feedback for additional capabilities such as automatic stall detection and prevention.
In stall detection, the integrated controller compares the actual encoder count to target motor position in real-time, eliminating the uncertainty of whether the motor reached its target position.
If a motor stall occurs, the controller immediately alerts the PLC to avoid disruptions in overall machine function, and requests intervention by a human operator.
Stall prevention can eliminate stalls altogether by automatically adjusting motion profiles to maintain optimal torque output. This enables the step motor to continue applying torque even in conditions where target position may be unreachable.
Implementing industrial Ethernet solutions for motion control can reduce the amount of hardware needed in a system, shorten changeover times and reduce maintenance costs while improving speed, accuracy and overall system performance.
Eric Rice was the marketing director of Applied Motion Products at the time of writing this article.
Advertisement
- TSN: The next evolution for industrial Ethernet communications
- Ottawa manufacturers, province invest millions in production upgrades